ワークの芯だし作業不要(回転中心検出機能)
基準球を用いてθ軸の動的中心を検出することにより、輪郭形状測定において煩わしかったワークの芯だし作業を不要にしました。測定の段取り作業が早くなるだけでなく、従来測定が不可能であったマイクロ部品の輪郭形状測定を可能にしました。
非接触測定の常識を覆すレーザプローブ測定
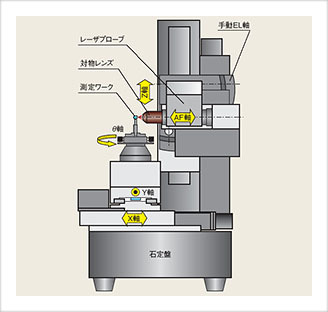 MLP-2 装置機構図
MLP-2 装置機構図
急斜面の断面形状測定を実現
非接触測定において困難であった急斜面測定にもレーザプローブ方式は優れた追従性を発揮し、表面粗さのあるワークに対し90度近い急斜面に対しても測定が可能です。
ワーク表面の色/反射率に依存しない高精度測定
レーザプローブ光学系と高感度AFセンサーがあらゆるワーク表面の形状測定を実現しました。表面の反射率がわずか3%程度のプラスチック部品から金属はもちろん90%以上の反射率をもつ鏡面まで補正無しでダイレクトに計測することができます。
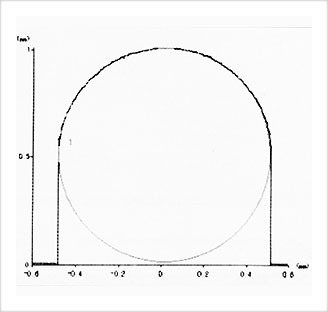 ピンゲージの断面形状
ピンゲージの断面形状
触針式と相関性のある粗さ測定
1μm*1まで絞り込まれたレーザプローブにより触針式との相関性に優れた粗さ測定することができます。(粗さ評価:JIS規格に準拠(B 0601: 2001))
*1 100倍対物レンズ(NA=0.8)において
測定箇所の観察が可能
レーザプローブ光学系に内蔵されたCCDカメラにより測定点のレーザスポットとワーク表面の観察が常に可能です。
ユーザは測定箇所を正確に把握して測定を行うことができるためマイクロ部品や複雑形状の測定が容易にできます。
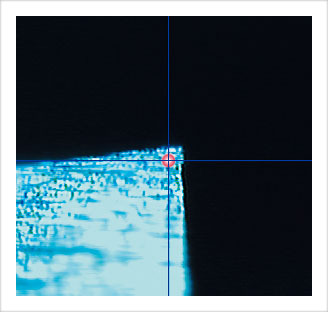 測定点の観察画像
測定点の観察画像
広範囲、高分解能測定
ステージ走査型レーザプローブ方式のため、ステージの可動範囲をサブμmの精度で計測可能です。
任意断面の輪郭形状測定が可能
5軸制御によりあらゆる方向からの計測アプローチが可能となり複雑な形状のパンチやエンドミル、90°以上の斜面をもつ転位歯車など様々なワークの測定が可能です。
ワークの芯だし作業不要(回転中心検出機能)
基準球を用いてθ軸の動的中心を検出することにより、輪郭形状測定において煩わしかったワークの芯だし作業を不要にしました。測定の段取り作業が早くなるだけでなく、従来測定が不可能であったマイクロ部品の輪郭形状測定を可能にしました。
Copyright © Mitaka Kohki Co., Ltd.
All Rights Reserved.
三鷹光器株式会社
住所:〒181-0014 東京都三鷹市野崎1-18-8
電話:0422-49-1491
FAX:0422-49-1117
![]()